Follow Jichen Biological WeChat official account
Learn more exciting content
In the face of the challenges of today's world, the pharmaceutical and chemical industries are experiencing key issues such as globalization, tightening environmental regulations and shorter product life cycles. To overcome these challenges, innovative technologies and alternatives must be developed to reduce costs and optimize the environmental and economic performance of chemical processes. Breakthroughs in the areas of process operation and modeling are essential to improve energy and material efficiency.
effectively integrate process analytical techniques (PAT) with process automation and utilize multivariate Tools for design, data collection, and analysis are critical and have been adopted by the U.S. Food and Drug Administration (FDA) in its PAT guidance. The FDA's November 2009 Guidance for Industry defines Quality by Design (QbD) as "a systematic approach to developing products and processes from predetermined objectives, emphasizing product and process understanding and control based on sound science and quality risk management," and "a systematic approach to developing products and processes from predetermined objectives, emphasizing product and process understanding and control based on sound science and quality risk management. risk management for product and process understanding and control." Although there are different paths to green chemistry and engineering, their principles have much in common with QbD and PAT programs. Utilizing PAT within the QbD framework can facilitate information-rich experiments that meet the need to improve process development efficiency, downstream consistency, and reliability.
suitable instrumentation
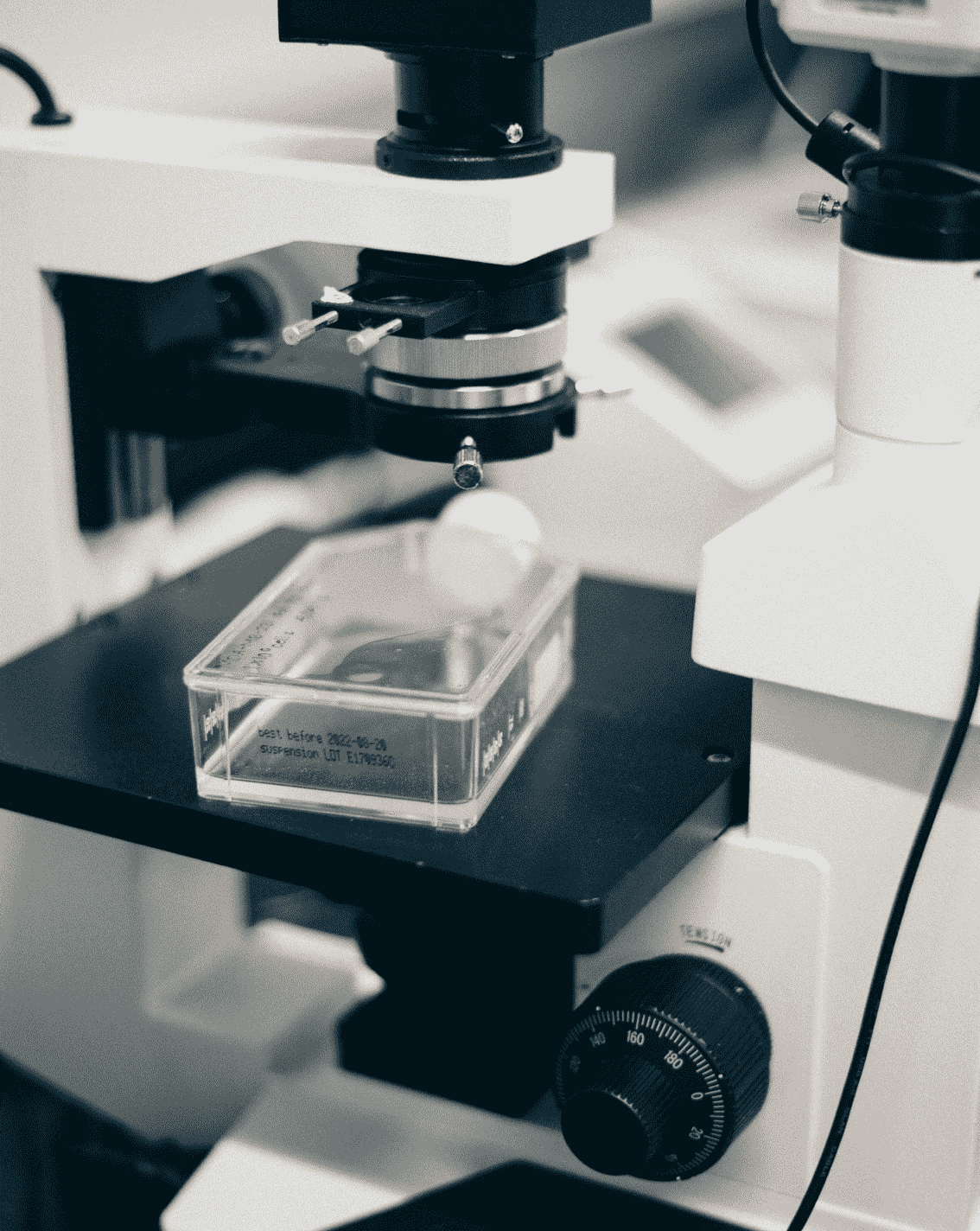
for in-situ particle system characterization techniques, such as Mettler-Toledo's FBRM and Particle Vision Microscopy (PVM), Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy (ATR-FTIR) response analysis using ReactIR™, and Automated Laboratory Calorimetry (RC1e, EasyMax) are easy-to-use innovations that help improve efficiency, consistency, and reliability in process development.
ATR-FTIR in Continuous Processing and Micro-Reaction Technology
Continuous Processing technology has been widely used in the pharmaceutical industry, thanks to the numerous advantages it offers in drug discovery, chemical development and manufacturing. In small-scale production, microfluidic and small flow reactors have become an ideal alternative to traditional round-bottom flasks. They are used, for example, to safely prepare materials from grams to kilograms in processes involving high-energy transformations (e.g., diazotization, hydrogenation, nitration), which are often considered too dangerous in non-specialized laboratories.
In larger-scale production, continuous processing techniques circumvent the scaling-up problems (e.g., mixing, heat transfer) common to batch modes of production, and typically enable higher yields, better selectivity, and more safe manufacturing operations.
The ease and specificity of on-line monitoring technologies is one of the barriers to faster and earlier adoption of flow chemistry in the pharmaceutical industry. Continuous production of materials will be much less meaningful if quality control and analysis must be done in batches, i.e., offline analysis relying on occasional sampling.
In recent years, ATR-based FTIR spectroscopy has become one of the preferred on-line techniques due to its structural specificity, fast data collection rate, and convenient software control. This has made it possible to measure product quality and concentration in real time, leading to quicker attainment of steady state, more efficient screening of process conditions, and an overall reduction in material waste.
Calorimetry helps batch processing to go green
The rapid diffusion of continuous processing should not make us to overlook the fact that batch processing is still the main method for producing chemical intermediates and bioactive molecules. Batch processing does have some limitations, such as heat transfer, associated safety issues, mass transfer, and problems during solvent extraction and crystallization. However, from laboratory to plant scale, batch production is and will continue to be the dominant technology due to its simplicity, flexibility, and abundance of available equipment.
Application of Green Chemistry Principles to Crystallization and Downstream Processing
If a poorly designed crystallization stage results in a large amount of final product being wasted, then following Green Chemistry Atomically efficient catalytic processes designed according to some of the 12 principles will be rendered meaningless. Crystallization is critical for the purification and separation of organic compounds, but is often difficult to optimize unless good particle engineering practices are implemented. Inefficiencies in the crystallization stage may result in poor product quality, low yields, and often the need for product reprocessing, which can waste time, materials, and resources.